
锥形破碎机主要应用于矿山生产,其中主框架是破碎机中比较关键的零部件。在铸造主框架时,要在分析铸造难点的基础上,严格按照铸造工艺方案进行铸造。在铸造过程中,要严格控制铸造的生产质量,具体方法如下文。

1、模样检查:根据图纸及工艺要求检查模样、芯盒状况,包括外模尺寸、各处拔模斜度、上下芯头定位等。
2、型砂:型砂混制工艺(质量分数):l 0 0%原砂+6%~7%水玻璃+3%膨润土。先加原砂和膨润土干混2~3 min,然后加入水玻璃湿混5~7 min后出砂。型砂性能指标控制在:湿压强度18~20 kPa,湿透气率≥150,含水量≤3.6%。
3、制芯:制芯以前,在芯骨上焊接吊鼻或者备上铁丝作为吊鼻。芯骨应有足够的强度。砂芯采用树脂砂制作,拐角处用铬铁矿砂作为面砂,厚度10~20 mm。保证足够紧实度和表 面光洁度。砂芯制作完毕后,在其表面涂刷醇基锆英粉涂料两遍。
4、造型:浇注系统全部采用耐火砖管。浇口砖管之间的连接要紧密,铸件中间的大冒口用保温板围成。模样表面涂刷脱模剂,利于脱模。外冷铁应充分打磨除锈。

5、下芯、合箱:仔细检查型、芯尺寸无误后进行下芯、合箱。下芯时仔细核对各部位壁厚是否合适,探伤部位不得采用芯卡定位。下芯后清净型腔内散砂,并检查各部尺寸无误后进行合箱操作。合箱时不允许有大砂块带入型腔,型腔内残砂应反复清理干净以保证浇注系统畅通
6、熔炼、浇注:冶炼时要注意将S、P元素含量控制在0.01%以下,减小裂纹倾向。冶炼时成分按中限控制,炉前脱氧,在包内采用稀土硅进行孕育变质处理,出钢温度控制在1580~1610℃。出钢前要保证各元素含量在限定区间范围内。
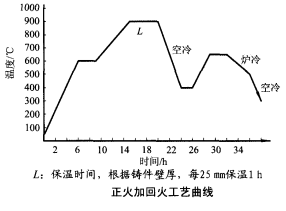
7、精整与热处理:开箱以后尽快清理冒口根部残砂,保证在100℃以上热割冒口。清砂时不能用风铲直接与铸件表面接触,防止损伤铸件表面。按照下图所示的热处理工艺曲线,将试块和铸件同炉进行热处理。
锥形破碎机质量的好坏对于用户的生产有很大的影响,高质量的设备可为用户的生产创造较高的经济效益,很受用户们的青睐,有关锥形破碎机的更多资讯,用户可点击:“在线咨询”,或拨打公司的咨询电话0371—67772626。
本篇内容于 2017-07-25 10:02:40 已补充更新今日已有28人咨询留言
- 问请问厂家地址在哪?答河南省郑州市高新技术开发区梧桐街与红松路交叉口中国高端矿机生产出口基地园区
- 问制砂机最小的产量是多少?答最小每小时12吨
- 问移动破碎机时产多少方?答每小时30-300方的型号都有。
- 问红星制砂机在环保上达标吗?答环保测验均达到标准
- 问小型的制砂机类型有哪些?答主要有细碎机,复合破,对辊制砂机,HX制砂机等




新闻推荐
- 鹅卵石粉碎的沙怎么样?鹅卵石制沙用什么破碎机好
2023-09-19鹅卵石粉碎的沙怎么样?

- 水泥熟料破碎用什么破碎机?
2022-09-17水泥熟料破碎机
- 颚式破碎机产能不够高怎么办?5种提产增效方法,干货分享
2021-06-03颚式破碎机

- 履带式青石破碎机几大优势介绍,生产厂家推荐
2021-02-21青石破碎机

- 铁矿石圆锥破碎机哪里卖的便宜,多少钱一台?
2021-02-20圆锥破碎机

- 复合式破碎机可以破碎鹅卵石吗,红星复合破报价分析
2021-02-17复合破

 在线咨询
在线咨询 到厂考察
到厂考察 定制方案
定制方案 投入生产
投入生产