
本文分析了球磨机料位与球磨机功率的关系,提出优化运行区,并分析了与习惯运行区的差别,指出磨煤机经济运行问题就是更好料位的控制问题。

1、优化运行区及功率特性
球磨机的功率-料位特性见图 1。曲线 1 为球磨机的功率,空载即料位为 0,此时功率为较大功率的 90%左右。随着料位的提高,功率先升后降,满罐时功率趋于零。曲线 2 为钢碰功率(钢球消耗功率),随着料位的提高,钢碰功率先升后降,满罐时钢碰功率趋于零。曲线3 为煤功率(煤消耗功率),随着料位的提高,煤功率逐渐降低。钢碰功率与钢球损耗、衬板损耗、震动、噪音的大小成正比。煤功率与煤产量成正比。即曲线 1 为总功率,曲线 2 为无效功率,曲线 3 为有效功率。曲线 1 等于曲线2 与曲线 3 之和,也就是说总功率等于无效功率与有效功率。
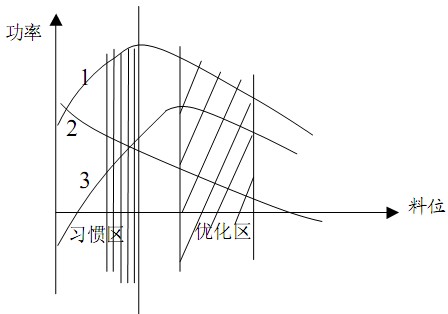
图 1 球磨机功率—料位特性
随着球磨机内料位的增高,球磨机功率也相应增加,球磨机的产量也相应提高,因此给料量与产量可以随时平衡,球磨机的工作状态是自稳的。当料位继续增至某一值时,球磨机功率达到更大。随着料位进一步提高,功率下降,产量却继续提高。当产量达到更大值,料位继续增加,则球磨机功率和产量均下降。由于料位升高产量反而下降,球磨机的工作状态是不自稳的。因此不能工作在手动状态。 在手动方式下,球磨机只能工作在功率较大点的左侧,实际上由于料位没有灵敏可靠的测量手段,实际运行点远达不到较大出力点。这就是习惯运行方式的缺陷。在料位曲线上的相应区域称之为习惯运行区,在这个区域钢球的消耗能量约有 50%左右,即钢球的能量约有 50%左右是无效的。
较大出力点右侧磨煤机消耗功率比习惯运行区小,产量却比习惯运行区大。在这个区域钢球的能量不足 25%是无效的。但是磨煤机在这个状态下的工作是不自稳的,只有在自动控制条件下才能正常工作。这个区域我们定之为优化运行区。从以上分析可以知道,优化运行区与习惯运行区的实际差别就是料位高,或者说是“存煤煤大”。磨煤机内的煤量直接影响的磨煤机功率、产量和无效损耗。只要控制料位在适当位置,磨煤机消耗的无效功率更小,产量发反而提高。所以磨煤机经济运行问题就变成了更好料位的控制问题。

2、球磨机料位自动装置
陕西天安智能技术有限公司生产的音频球磨机料位自动装置,是在球磨机优化运行的理论建立起来的。料位是指球磨机运行时的载料量,即磨煤机内煤的体积减去钢球所占容积之比。这种监控系统的目的不在于精确地测量料位,而在于通过自动控制使球磨机运行在更好的料位下。监控系统的核心设备是 TCS-200 球磨机料位监控装置,该装置是基于较好的 MCS-96 系列单片机的智能型装置。通过安装在球磨机罐体外的音频传感器接收罐体的噪音,传感器将接收的罐体噪音信号输入装置的音频电路进行预处理,通过 A/D 转换变为数字信号,单片机的微处理器对数字信号进行处理,得到料位的标征量,实现料位的测量,且很好地解决了抗干扰问题,因此测量结果不受周围环境噪音的影响。装置输出控制信号给给料机控制执行机构,控制给料机给料速度,实现给料自动。并通过特有的自寻优功能实现球磨机料位定值、较大出力或经济运行。同时该装置还具有料位及相关量的越限报警功能,使系统十分可靠。
当手操器在手动装置时,装置处于手动方式,给料速度由运行人员用手操器给定。当手操器在自动方式时,装置处于自动方。通常使用两种自动方式:一是经济自寻优控制,通过面板可以设置经济出力控制方式,在球磨机和给料机均处于合闸状态,将手操器切到自动位置,系统即进入相应的自寻优控制方式,即球磨机在不同物料质地、湿度线度,随时保持较好的料位,使球磨机运行在经济状态,经济状态是指出力与电耗之比更大,即制粉电耗更低。二是料位定值控制,通过面板可以设置料位定值控制方式、给定值、PID 方式和 PID 参数,在球磨机和给料机均处于合闸状态时,将手操器切到自动位置,系统即进入料位定值控制方式。

料位定值控制方式可以根据需要将料位始终控制在事先确定的料位上,这样可以用定值控制方式将料位始终控制在出力较大电耗又较小的水平上。料位及料位相关量超出通过主机面板给定的上下限时,主机将发出越限报警信号,包括前面板异常指示和外部声光报警。引入相关量是为了实现监控系统的信号冗余,以保证即使音频料位测量失败也不可能导致制粉系统事故。
3)制粉系统优化运行
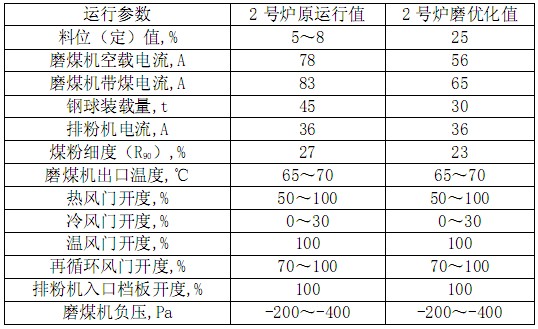
华能威海电厂#2 炉甲、乙磨煤机采用济南重型机械厂制造的 GM320/580 型球磨机。主要参数:转速 18.46r/min,较大装球量 55t,出力 38t,电机型号 Y500-64-6,电机功率 800kW,定子参数 6kV91.6A。1999 年第四季度利用#2 炉小修机会,在甲、乙磨煤机上采用陕西天安智能技术有限公司生产的音频球磨煤机料位自动装置,通过威海电厂对磨煤机出入口轴封进行密封改造、对制粉系统进行优化调整(见表 1),使该系统运行取得显著经济效益。 改造后,实现了给煤量自动调节,同时实现了温度、通风量和负压的稳定运行,简化运行操作。以磨煤机料位自动监控为基础,对主要运行参数实现了严格的定量标准和有效的控制手段,实现了制粉系统规范化运行。通过制粉系统优化调整,使磨煤机长期稳定地工作在高料位区域,即优化运行区。不仅减少了钢球装载量,而且保证了制粉系统在更好的工况下运行,降低了单耗和钢耗,延长了设备使用寿命。另外料位自动装置的音频信号不仅作为控制输入信号,而且换算出料位直观的显示于板面上。
表1 制粉系统优化运行参数
4)经济效益分析
该项技术使#2炉磨煤机始终处在更好的工况下运行,降低了磨煤机单耗,见表2。
表 2 改造前后#2炉磨煤机分月单耗实际统计(kWh/t煤)

改造前的 1998 年平均磨煤机单耗 23.21 kWh/t 煤,改造后的 2001 年平均磨煤机单耗17.41 kWh/t煤,降低单耗 5.8 kWh/t煤。按年耗煤量 25 万t计算,年节电量约145 kWh。
本篇内容于 2017-08-15 16:19:39 已补充更新今日已有28人咨询留言
- 问请问厂家地址在哪?答河南省郑州市高新技术开发区梧桐街与红松路交叉口中国高端矿机生产出口基地园区
- 问制砂机最小的产量是多少?答最小每小时12吨
- 问移动破碎机时产多少方?答每小时30-300方的型号都有。
- 问红星制砂机在环保上达标吗?答环保测验均达到标准
- 问小型的制砂机类型有哪些?答主要有细碎机,复合破,对辊制砂机,HX制砂机等




新闻推荐
- 时产十吨球磨机有哪些型号?多少钱一台
2024-02-22时产十吨球磨机多少钱一台

- 1224球磨机产量,小型球磨机价格多少?
2018-08-27球磨机

- 水泥研磨,时产200-300吨,红星水泥球磨机轻松应对
2018-08-10球磨机

- 一小时磨两百吨的钾长石球磨机型号、参数,价格多少?
2018-07-25球磨机

- 100吨玻璃球磨机型号、参数及电机配置
2018-07-18球磨机

- 研磨石灰石,出料24-120目,球磨机型号有哪些?价格是多少?
2018-07-12球磨机

 在线咨询
在线咨询 到厂考察
到厂考察 定制方案
定制方案 投入生产
投入生产